
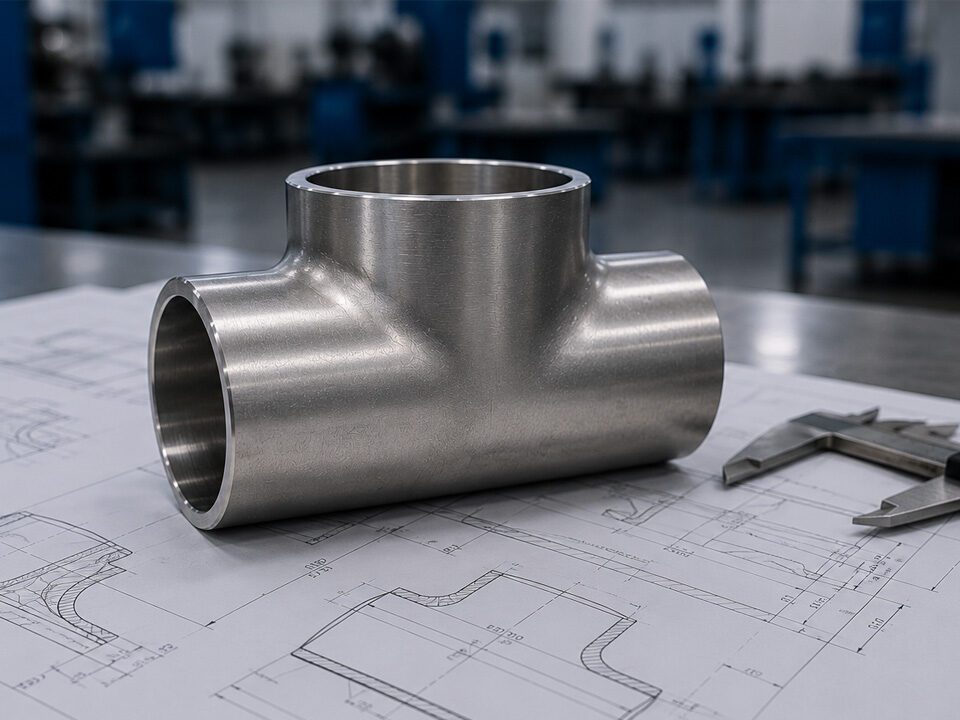
A solda topo (Butt Weld – BW) é amplamente utilizada em sistemas industriais por permitir continuidade geométrica e metalúrgica entre tubos e conexões, reduzindo descontinuidades e garantindo melhor distribuição de tensões ao longo da linha.
No entanto, um erro recorrente em campo é tratar a soldagem como etapa isolada, quando, na prática, o desempenho da junta começa na preparação das extremidades e no controle dimensional da conexão.
1. Preparação de extremidades conforme norma
A preparação para solda topo deve seguir critérios definidos pela ASME B16.25, que estabelece:
- Ângulo de chanfro
- Face de raiz (land)
- Abertura de raiz
- Acabamento da superfície
Esses parâmetros são fundamentais para garantir:
- Penetração completa da solda
- Fusão adequada entre materiais
- Formação correta do cordão de raiz
Preparações inadequadas podem resultar em:
• Falta de penetração
• Inclusões e descontinuidades
• Redução da resistência mecânica
2. Influência do Schedule na soldagem
A espessura da parede (Schedule) impacta diretamente:
- Volume de metal de adição
- Número de passes de solda
- Distribuição térmica
Diferenças de espessura entre tubo e conexão (mismatch) geram:
• Desalinhamento (hi-lo)
• Concentração de tensões
• Maior suscetibilidade à fadiga
A compatibilidade de SCH é essencial para manter continuidade estrutural.
3. Alinhamento e continuidade estrutural
A junta de topo (butt joint) exige alinhamento preciso ao longo de toda a circunferência.
Desvios geométricos podem gerar:
- Tensões residuais
- Desbalanceamento estrutural
- Iniciação de trincas sob carregamento cíclico
4. Impacto na inspeção e operação
Falhas de preparação e alinhamento podem ser detectadas em ensaios não destrutivos (END), porém, em muitos casos, os efeitos aparecem apenas durante operação prolongada.
Conclusão
A solda topo não começa no arco elétrico.
Ela começa na especificação, na conformidade dimensional e na preparação da conexão.
Ignorar esses fatores é transferir risco diretamente para a operação.


{kind=link}
{kind=link}
{kind=link}